
{kind=link}
I have a printer I have basically built. It is a tronxy frame (and corexy motion), but over the years I have added linear rails, a duet 3d control board, quad zscrew independent leveling, a zesty nimble extruder, and other things.
My printer was down for 6 months or so, a new kitten we got ate some wires and it took me a bit to get the motivation to rebuild it. It turned out just a couple of things got unplugged and I was quickly back in business.
Ever since starting printing again I noticed that my tolerance has been off and it seemed to be over extruding quite a bit. I tuned my steps per mm, and driver power on the extruder motor to no avail. Eventually I replaced the motor and the nozzle (which was perfectly in check but if I was going that far I figured why not). It seems to have solved the problem… Sort of.
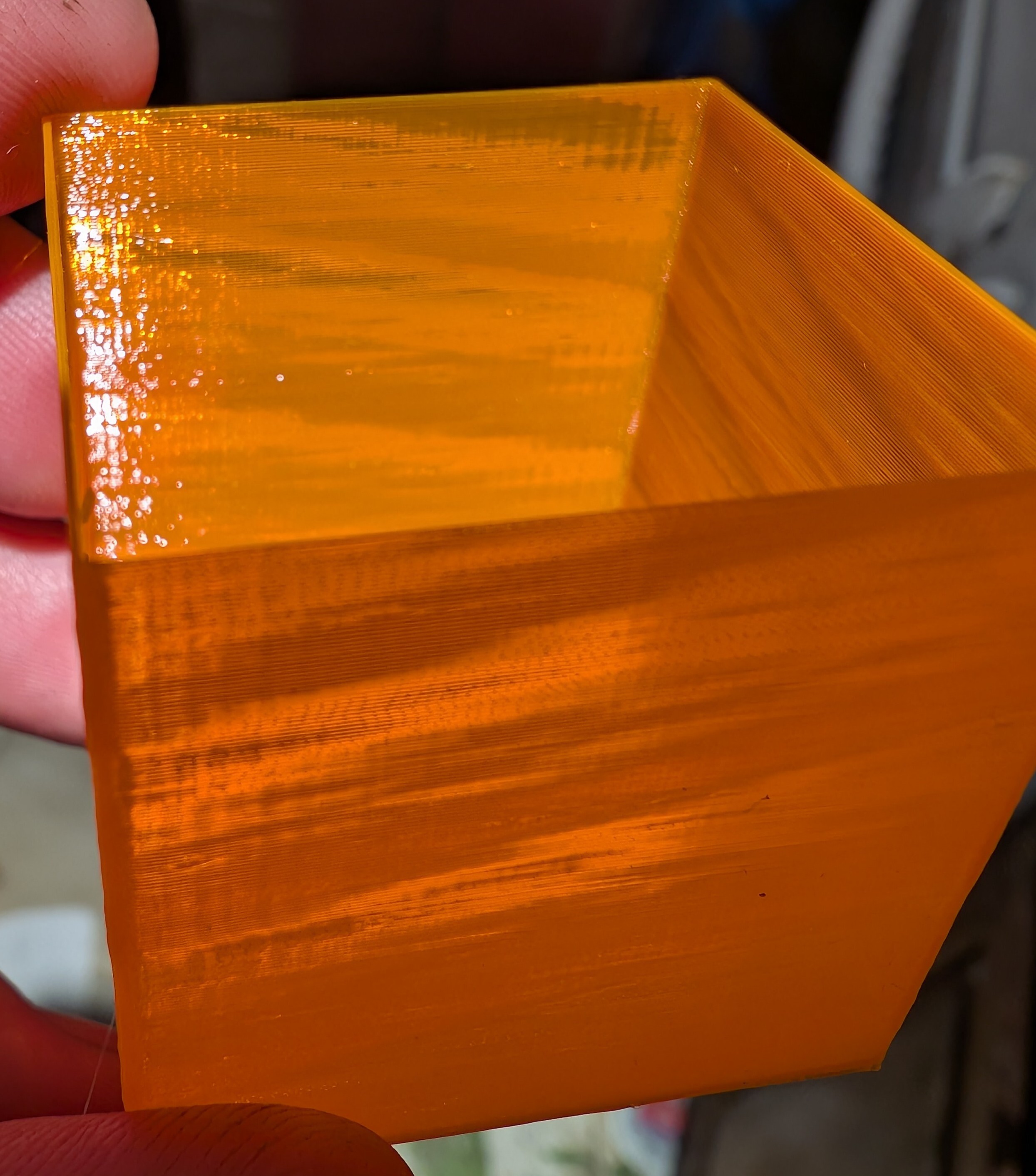
I have been using the prusa procedure to test and tune extrusion multiplier: print a 40x40x40 cube in vase mode, and measure the wall thickness. My extrusion width is .45mm, and until today I was getting a width of .52-.54mm. the replacement parts have cured this, if I measure in the right spots with my micrometer I get .45 exactly. But I have these bands. If I measure the high spots on the bands I get the same .52+ mm.
I looked at some of my old test boxes:

I have the same bands but different patterns.
A little googling and someone suggested (for a similar problem) that belt tendon was unequal. From what I can feel my tension seems to be the same.
I’m printing a tolerance test now to see if my issues are fixed, but I only feel 50% confident. Does anyone have any advice as to what might be going wrong? My belts have been on the printer since upgrading to linear rails and could probably use changing… But hopefully someone else has an idea?
Perfect! I will read through the site for some insight.
I didn’t change the extruder, I just changed the driving motor. There is the chance of backlash because of the way the drive cable works. I suppose it could be wearing out … or I am getting a lot of back pressure in the mot end causing it to slip. I plan on taking apart the nimble and replacing the bearings and relubing everything tonight or tomorrow. Plus a pid tube, if I am running too cold or something. Duet has changed their pid model several times and I haven’t retuned it in several firmware upgrades
Misunderstood that then sorry!
I think you’re onto something wrt to thermals honestly, the changes in translucency are odd. Do you get any inconsistencies doing large solid infill? Was having some issues that’d only show up on mid print solid surfaces, top and bottom layer were slow enough to mitigate, can’t recall exactly what I did but changing spool and nozzle seemed to have helped plus I did a pid tune.
Mildly concerned I don’t have a root cause, but it seems to be resolved now.
Edit: other thing I can think of with it having sat for some time, maybe you could have an issue with lubrication settling? Linear bearings can be a right pain to grease if you don’t have access to them, but some light oil on the rails is better than nothing, what I’ve done when things sit for a while, though cycling things is likely doing more than any external lubrication would.